
Archives: Products
Showing 19041–19056 of 23773 results
-
 M24 x 75 A2 ST/ST SKT HEAD CAP SCREWRead more
M24 x 75 A2 ST/ST SKT HEAD CAP SCREWRead moreQualfast Socket Head Cap Screws: ISO Metric – A2 Stainless Steel
Manufactured from stainless steel to prevent rusting or where high temperatures are a consideration. Suitable for all high tensile applications. Maximum operating temperature (unplated): 300°C. Dimensions to BS EN ISO 4762 DIN 912.
-
 M24 x 75 SKT HEAD CAP SCREW (12.9)Read more
M24 x 75 SKT HEAD CAP SCREW (12.9)Read moreSocket Head Cap Screws: ISO Metric – Standard (Self-Colour)
High Grade Alloy Steel to BS EN ISO 898/1 Grade 12.9. Suitable for all high tensile
applications. Maximum operating temperature (unplated): 300°C.
Dimensions to BS EN ISO 4762 DIN 912 -
M24 x 80 SKT HEAD CAP SCREW (12.9)Read more
Socket Head Cap Screws: ISO Metric – Standard (Self-Colour)
High Grade Alloy Steel to BS EN ISO 898/1 Grade 12.9. Suitable for all high tensile
applications. Maximum operating temperature (unplated): 300°C.
Dimensions to BS EN ISO 4762 DIN 912 -
M24 x 90 SKT HEAD CAP SCREW (12.9)Read more
Socket Head Cap Screws: ISO Metric – Standard (Self-Colour)
High Grade Alloy Steel to BS EN ISO 898/1 Grade 12.9. Suitable for all high tensile
applications. Maximum operating temperature (unplated): 300°C.
Dimensions to BS EN ISO 4762 DIN 912 -
 M24.0x3.00 GO & NO GO SCREW PLUG GAUGERead more
M24.0x3.00 GO & NO GO SCREW PLUG GAUGERead moreKennedy Screw Plug Gauges – Metric Coarse: Double-Ended Go & No Go
Metric Coarse: Double-Ended Go & No Go â Class 6H Tolerance
Made from the finest quality steel and are thoroughly hardened, stabilised and thread ground under strict quality control procedures ensuring a high quality product and Âoptimum wear life. -
 M24x3.00mm CHASER DIE 25mm D/HD TYPE S20Read more
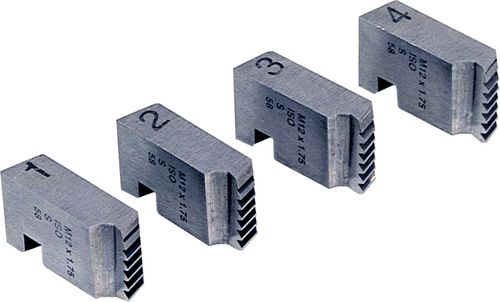
M24x3.00mm CHASER DIE 25mm D/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die. -
 M24x3.00mm CHASER DIE 32mm D/HD TYPE S20Read more
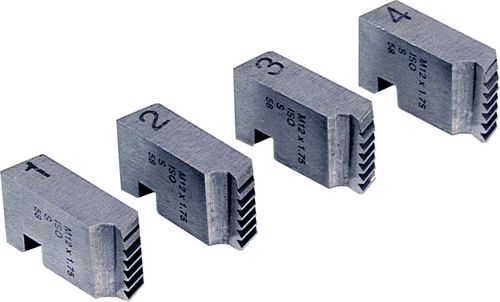
M24x3.00mm CHASER DIE 32mm D/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die. -
 M2x0.4 BLUE SP/FT 371 HSS-EV OX TAPRead more
M2x0.4 BLUE SP/FT 371 HSS-EV OX TAPRead moreHSS âBlue Ringâ Taps
Manufactured to DIN 371/376 Suitable for the following Material Groups
Note: Fluteless taps may also be used on stainless steel.
See âGreen Ringâ Fluteless on page 192.
Spiral Flute (BLT) –
HSS-EV Oxidised Finish
For deep blind holes.
Taper lead to DIN form C
(2 x P to 3 x P).
Tapping tolerance to 6H.
âBiteless Taperâ ISO Metric Coarse
Helix angle 45° -
 M2x0.4 BLUE SP/PT 371 HSS-EV OX TAPRead more
M2x0.4 BLUE SP/PT 371 HSS-EV OX TAPRead moreHSS âBlue Ringâ Taps
Manufactured to DIN 371/376 Suitable for the following Material Groups
Note: Fluteless taps may also be used on stainless steel.
See âGreen Ringâ Fluteless on page 192.
Spiral Point/Gun Nose –
HSS-EV Oxidised Finish
For through holes.
Taper lead to DIN form B
(3.5 x P to 5.5 x P).
Tapping tolerance to 6HX.
ISO Metric Coarse -
 M2x0.4 GREEN F/LESS 371 HSS-EV BRT TAPRead more
M2x0.4 GREEN F/LESS 371 HSS-EV BRT TAPRead moreHSS âGreen Ringâ Fluteless Taps
Lubrication grooves are a feature of all taps of M3.0 and over. Manufactured to DIN 371/376.
Fluteless – HSS-EV Bright Finish
For through and blind holes.
Taper lead to DIN form B
(3.5 x P to 5.5 x P). Tapping tolerance to 6H.
ISO Metric Coarse -
 M2x0.4 GREEN F/LESS 371 HSS-EV TiN TAPRead more
M2x0.4 GREEN F/LESS 371 HSS-EV TiN TAPRead moreHSS âGreen Ringâ Fluteless Taps
Lubrication grooves are a feature of all taps of M3.0 and over. Manufactured to DIN 371/376.
Fluteless – HSS-EV (TiN Coated)
For through and blind holes.
Taper lead to DIN form B
(3.5 x P to 5.5 x P). Tapping tolerance to 6H.
ISO Metric Coarse -
 M2x0.4 GREEN SP/FL 371 HSS-EV NIT TAPRead more
M2x0.4 GREEN SP/FL 371 HSS-EV NIT TAPRead moreHSS âGreen Ringâ Taps
Manufactured to DIN 371/376
Suitable for the following Material Groups
Spiral Flute – HSS-EV Nitride Finish
For blind holes. Taper lead to DIN form C
(2 x P to 3 x P). Tapping tolerance to 6H. -
 M2x0.4 GREEN SP/PT 371 HSS-EV NIT TAPRead more
M2x0.4 GREEN SP/PT 371 HSS-EV NIT TAPRead moreHSS âGreen Ringâ Taps
Manufactured to DIN 371/376
Suitable for the following Material Groups
Spiral Point/Gun Nose – HSS-EV Nitride Finish
For through holes. Taper lead to DIN form B
(3.5 x P to 5.5 x P).
Tapping tolerance to 6HX.
ISO Metric Coarse -
 M2x0.4 RED RING SP/FL DIN 371 HSS-EV OX TAPRead more
M2x0.4 RED RING SP/FL DIN 371 HSS-EV OX TAPRead moreSpiral Flute – HSS-EV
Oxidised Finish
For blind holes.
Taper lead to DIN form C (3 x P).
Tapping tolerance:
spiral flute to 6H.
ISO Metric Coarse
Helix angle 40°. Tapping depth 2.5 x D. -
 M2x0.4 RED RING SP/PT DIN 371 HSS-EV BRT TAPRead more
M2x0.4 RED RING SP/PT DIN 371 HSS-EV BRT TAPRead moreHSS âRed Ringâ Taps
Manufactured to DIN 371/376
Suitable for the following Material Groups
Spiral Point/Gun Nose –
HSS-Co Bright Finish
For through holes.
Taper lead to DIN form B
(3.5 x P to 5.5 x P).
Tapping tolerance to 6HX.
ISO Metric Coarse -
 M2x0.4 WHITE 371 HSS-EV NIT THROUGH TAPRead more
M2x0.4 WHITE 371 HSS-EV NIT THROUGH TAPRead moreHSS âWhite Ringâ Taps
Manufactured to DIN 371/376
Suitable for the following Material Groups
Straight Flute – HSS-EV Nitride Finish
For through holes. Taper lead to
DIN form D (taper) (3.5 x P to 5 x P).
Tapping tolerance to 6HX.